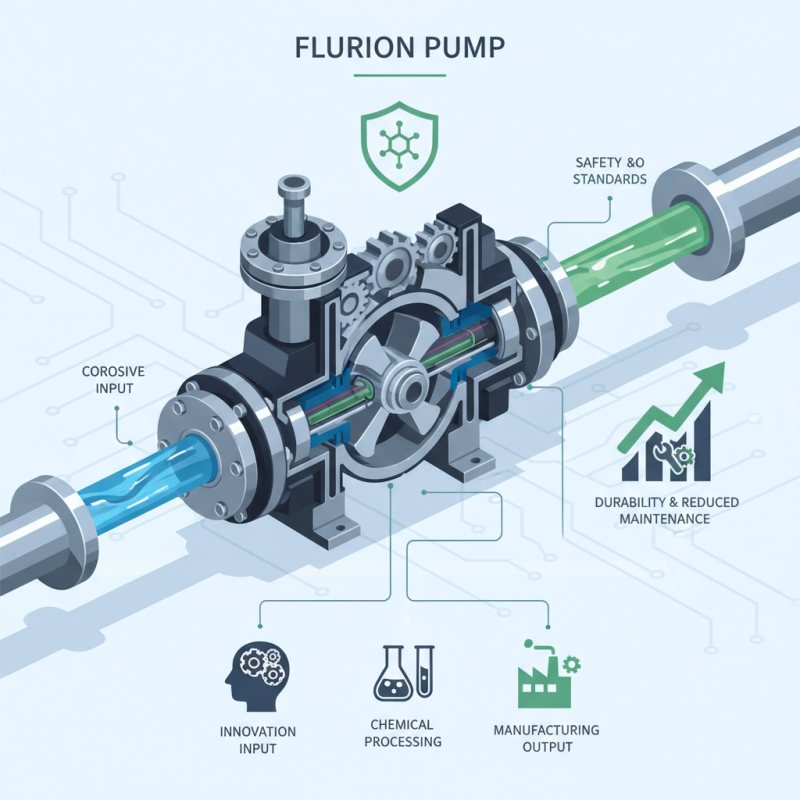
What is a Fluorine Pump and How Does It Work?
Fluorine Pumps are specialized devices essential in various industries. They are designed to handle corrosive and reactive fluids efficiently. Dr. Emily Johnson, a leading expert in fluid dynamics, says, "The innovation of the Fluorine Pump has revolutionized chemical processing." This highlights the importance of these pumps in modern applications.
Manufacturers depend on the reliability and performance of fluorine pumps. They must withstand aggressive chemicals and high pressures. Many engineers appreciate their efficiency, yet challenges remain in optimizing designs. The specific materials used in construction must resist corrosion while maintaining functionality.
Despite their advantages, there are areas for improvement in the industry. Ongoing research aims to enhance durability and reduce maintenance costs. Ensuring these pumps meet safety standards is crucial. Fluorine pumps are invaluable, yet continuous innovation is necessary to address evolving industry demands.
What is a Fluorine Pump?
A fluorine pump is a specialized device designed to handle fluorine gas. Fluorine is highly reactive, making its safe transport challenging. This pump operates by utilizing unique materials resistant to fluorine's corrosive nature. Typically, the components include fluoropolymer coatings or other non-reactive materials.
In operation, the fluorine pump compresses and moves the gas while maintaining pressure. Accurate control is vital. Any leaks can result in dangerous situations, as fluorine can be harmful to both people and equipment. Engineers must regularly inspect the system to ensure efficiency and safety.
Despite its importance, using a fluorine pump comes with challenges. The complexity of materials and designs can lead to occasional failures. Operators need training to recognize potential hazards. This adds a layer of responsibility in managing a fluorine pump effectively. Regular maintenance is critical to prolong the pump's life and ensure reliable performance.
The Role of Fluorine in Pump Functionality
Fluorine plays a critical role in the functionality of fluorine pumps. These pumps are designed to handle corrosive and reactive fluids. Fluorine, a highly electronegative element, possesses unique properties that enable efficient fluid transfer. According to industry reports, using fluorinated materials significantly enhances the pump's durability and resistance to chemical erosion. This material choice is crucial for maintaining optimal performance in challenging environments.
Fluorine's reactivity necessitates robust handling systems. The use of fluoropolymers reduces friction, ensuring smooth operation. Reports indicate that pumps utilizing fluorine-based components can achieve up to 20% higher efficiency compared to traditional materials. However, the balance between efficiency and safety in handling fluorine remains a contentious issue, with experts advocating for rigorous testing standards.
While the advantages of fluorine in pump design are evident, challenges persist. Maintenance complexity can increase due to the reactive nature of fluorine. Operators must implement careful protocols to prevent leaks and containment failures. These considerations are essential, as even minor mistakes can lead to significant environmental hazards, underscoring the need for constant vigilance and improvement in the fluorine pump sector.
Components of a Fluorine Pump: A Breakdown
A fluorine pump is a specialized device designed to handle fluorine gas safely and efficiently. Understanding its components is essential for anyone involved in industries where fluorine is used. The construction of a fluorine pump is intricate, focusing on durability and safety.
The first key component is the casing. It is often made from materials resistant to corrosion. Fluorine can be highly reactive, so the casing must withstand harsh conditions. The impeller is another crucial part. It facilitates the movement of the gas. This part usually requires precision engineering to ensure optimal flow rates.
Seals play a vital role too. They prevent leaks, which can be dangerous. Selecting the right seal material is critical and can vary depending on operational conditions. It’s also essential to consider the pump's power source. Often, electric motors are used, but alternatives exist. Each component needs careful planning and consideration. Even with advanced technology, failures can occur. Regular maintenance and inspections are necessary to ensure reliability.
How Fluorine Pumps Operate Mechanically
Fluorine pumps are specialized devices designed to handle reactive fluorine gas safely. Their mechanical operation involves several key components. Understanding those parts helps ensure safety and efficiency.
The heart of a fluorine pump is its diaphragm. This flexible barrier adapts to pressure changes, keeping fluorine contained during transfer. Motor-driven mechanisms regulate flow rates. These motors can adjust speed based on demand, ensuring controlled delivery. The materials used in construction are critical. They must withstand corrosive properties without degrading.
Seals are another crucial element. They prevent leaks that could pose safety risks. Regular inspections and maintenance of these seals are necessary. However, even with careful design, failures can still occur. Understanding limitations aids in developing better technologies. Overall, the mechanics of fluorine pumps highlight the importance of precision and reliability in handling hazardous materials.
Fluorine Pump Performance Metrics
This chart illustrates key performance metrics of a fluorine pump, including flow rate, pressure, efficiency, and maintenance cost. The data shows that fluorine pumps are capable of high flow rates while maintaining significant efficiency, although operational costs can be considerable.
Applications and Benefits of Using Fluorine Pumps
Fluorine pumps are specialized devices designed to transport gaseous or liquid fluorine safely and efficiently. Due to the reactive nature of fluorine, these pumps must be built with durable materials that can withstand corrosion. The importance of fluorine pumps lies in their diverse applications across various industries. For example, in the semiconductor sector, they are vital for producing fluorinated gases essential in etching processes.
Another key application is in the chemical industry, where fluorine is often used in the production of high-performance materials. Fluorine pumps contribute to creating coatings and polymers that enhance durability and resistance to heat. Their reliability is crucial in these settings. However, challenges can arise. Safety concerns must be addressed strictly to prevent leaks or mishandling during operation. The industry constantly seeks to improve safety protocols and equipment design.
The benefits of using fluorine pumps extend beyond operational efficiency. They support the development of advanced technologies, enhancing performance and longevity of various products. However, the environmental impact of fluorine use should not be overlooked. Continuous improvement and innovative solutions are necessary to mitigate any potential risks. As the industry evolves, so too must the methods of managing these powerful substances.
What is a Fluorine Pump and How Does It Work? - Applications and Benefits of Using Fluorine Pumps
| Dimension | Description |
| Type of Fluorine Pump | Positive Displacement Pump |
| Operating Principle | Utilizes a diaphragm mechanism to move fluorine gas |
| Typical Applications | Semiconductor manufacturing, Chemical processing |
| Flow Rate Range | 0.1 to 100 liters per minute |
| Advantages | High efficiency, Low maintenance, Accurate flow control |
| Materials of Construction | Fluoropolymer, Stainless steel |
| Temperature Resistance | Up to 150°C |
| Limitations | High cost, Limited compatibility with certain chemicals |