Discovering the Excellence of China's Leading Manufacturer for the Best Safety Valve in Today's Global Market
In today's rapidly evolving industrial landscape, the demand for high-quality safety valves is at an all-time high, driven by the stringent safety regulations and the growing emphasis on operational efficiency. According to a recent market research report by Mordor Intelligence, the global safety valve market is projected to reach USD 4.99 billion by 2026, expanding at a compound annual growth rate (CAGR) of 5.2% from 2021 to 2026. This surge highlights the critical role that safety valves play in ensuring the safety and reliability of various systems across industries such as oil and gas, pharmaceuticals, and manufacturing.
As industries increasingly prioritize the adoption of advanced technologies, China's leading manufacturers are emerging as key players in this sector, offering innovative solutions that meet international standards. This blog will delve into the excellence of these manufacturers, showcasing how they contribute to the global market with their top-tier safety valve products.
Understanding the Importance of Safety Valves in Industrial Applications
In today’s industrial landscape, safety valves play a pivotal role in ensuring operational integrity and protecting equipment from excessive pressure. With the global pressure safety valve market projected to grow significantly, from $4.94 billion in 2025 to $6.94 billion by 2034, the focus on these critical components has never been greater. Safety valves are essential in a variety of applications, preventing catastrophic failures and ensuring the safety of personnel and equipment alike.
Furthermore, advancements in technology have led to the development of more efficient pressure relief valves, which not only enhance safety but also contribute to sustainability by reducing emissions and enhancing productivity. As industries prioritize safety and reliability, the demand for high-quality safety valves produced by leading manufacturers, particularly those in China, has surged. Manufacturers are continuously innovating to meet the evolving needs of the market, ensuring that safety valves are not only effective but also economically viable for a wide range of industrial applications.
Exploring the Technological Innovations of China's Leading Safety Valve Manufacturer
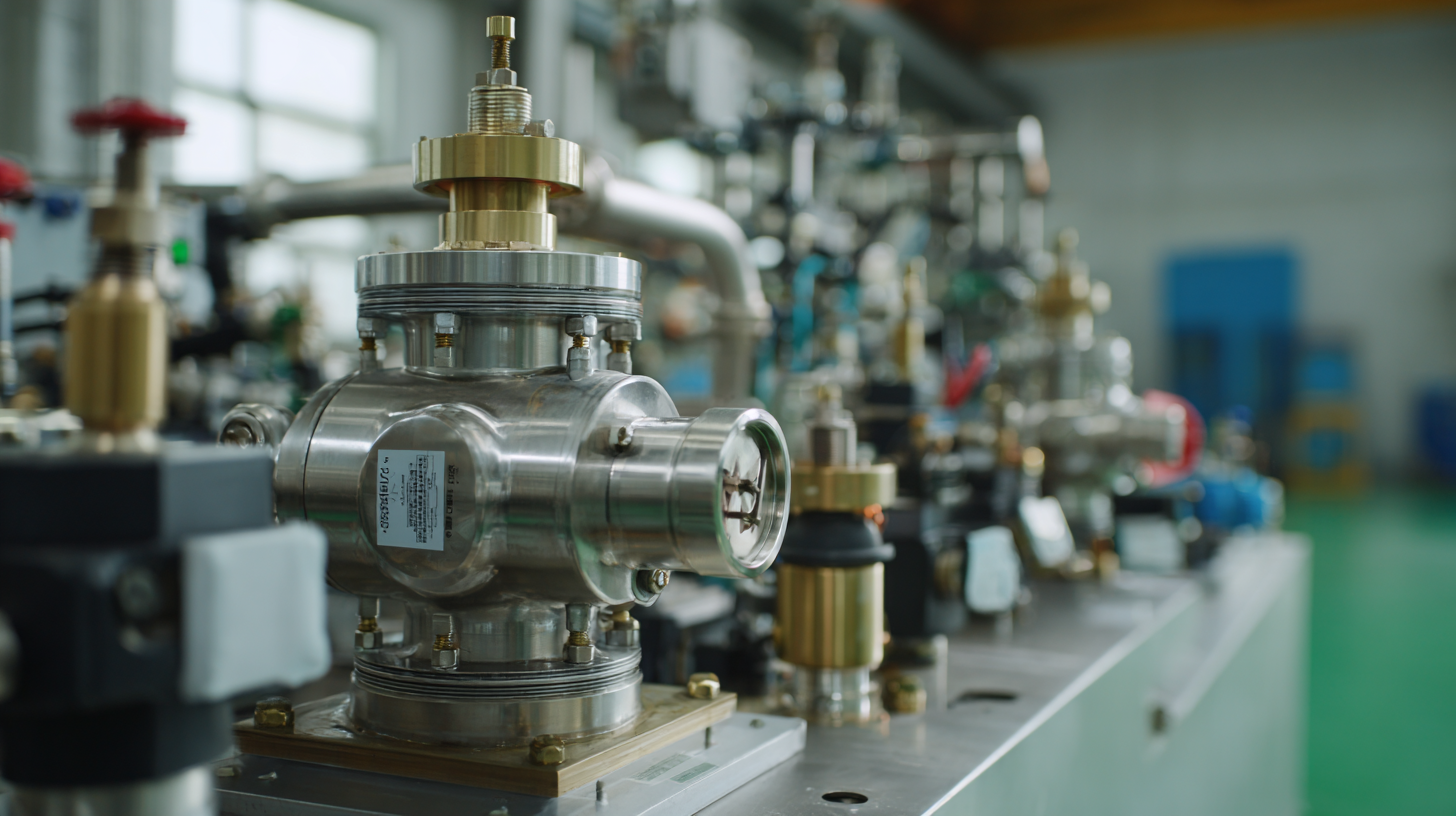
China's leading manufacturer of safety valves is at the forefront of technological innovations that are reshaping the global market. With an unwavering commitment to quality and efficiency, this manufacturer leverages advanced manufacturing techniques and state-of-the-art materials to produce safety valves that meet the highest standards. Their valves are designed with precision engineering, ensuring reliability and durability in various industrial applications.
One key aspect of their innovation lies in the integration of automation and smart technology into the manufacturing process. By utilizing IoT connectivity, their safety valves can monitor operating conditions in real-time, allowing for predictive maintenance and reduced downtime. This technological advancement not only enhances operational efficiency but also significantly improves safety in industrial environments. Additionally, their focus on research and development has led to the creation of eco-friendly valves, aligning with global sustainability goals while maintaining top-notch performance.
Discovering the Excellence of China's Leading Manufacturer for the Best Safety Valve in Today's Global Market - Exploring the Technological Innovations of China's Leading Safety Valve Manufacturer
| Dimension |
Value |
Remarks |
| Material Used |
Stainless Steel |
Resistant to Corrosion |
| Pressure Rating |
1500 psi |
High Pressure Capability |
| Temperature Range |
-40 to 400 °F |
Wide Operating Range |
| Size Options |
1/2" to 12" |
Variety for Different Applications |
| Compliance Standards |
API 527, ASME |
Meets Industry Standards |
| Innovative Features |
Automatic Reset, Leak-proof Design |
Enhances Safety and Reliability |
| Market Reach |
Global |
Exported to Over 50 Countries |
| Research & Development Investment |
15% of Revenue |
Focus on Innovation |
Quality Assurance Practices in China's Safety Valve Production
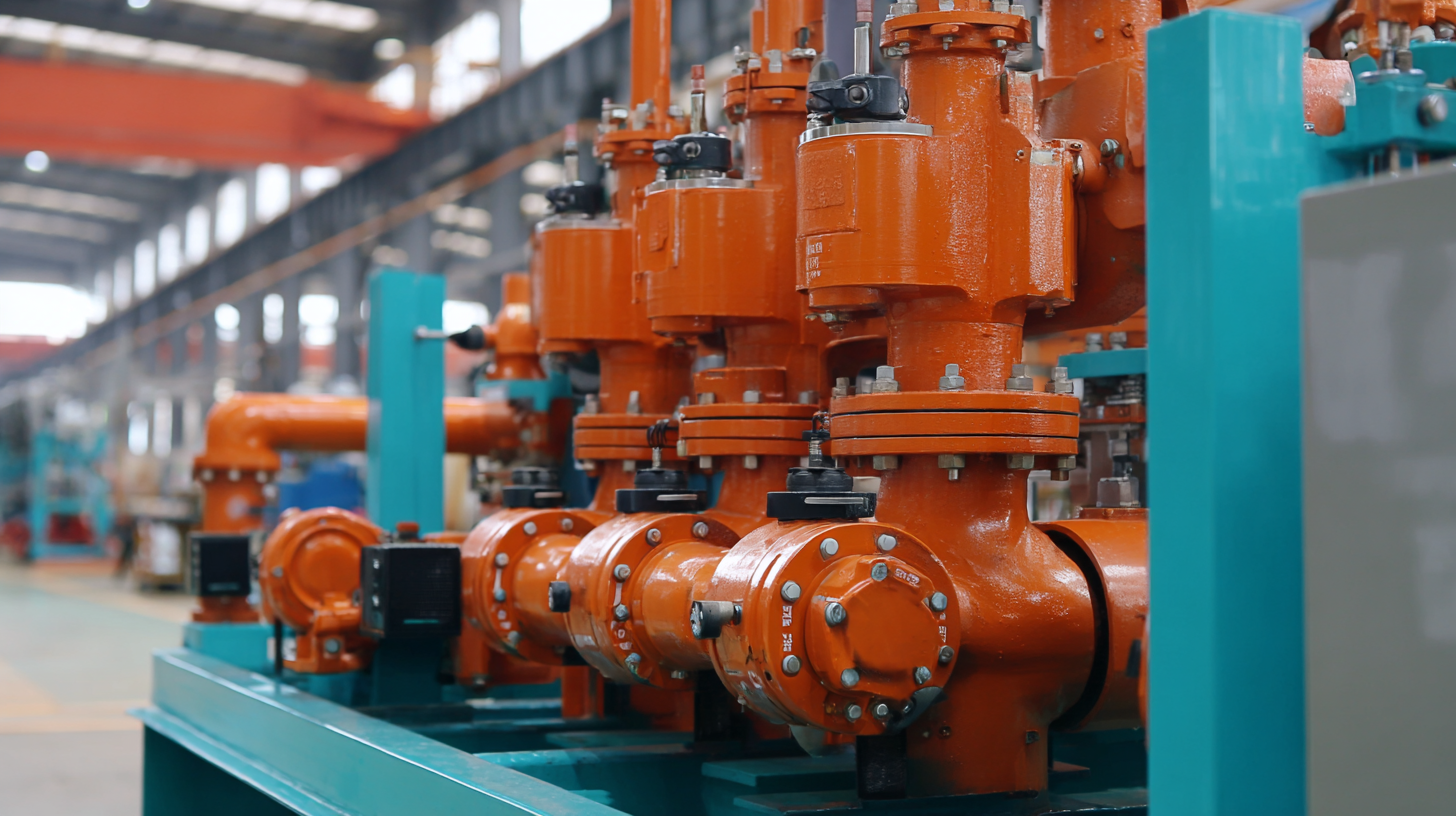
Quality assurance is a critical component in the production of safety valves, especially in a competitive landscape like China's manufacturing sector. Leading manufacturers prioritize rigorous testing and quality control measures to ensure that every safety valve meets both domestic and international standards. This commitment to quality starts with sourcing top-notch materials, followed by a series of inspections throughout the manufacturing process. Advanced technologies, such as automation and real-time monitoring, play a vital role in enhancing the reliability of the production line.
Moreover, industry leaders in China implement comprehensive training programs for their workforce, ensuring that employees are well-versed in the latest quality assurance practices. This investment in human capital not only boosts operational efficiency but also fosters a culture of safety and precision that permeates every level of production. By adhering to stringent quality assurance protocols, Chinese manufacturers are effectively building a reputation for excellence in safety valve production, positioning themselves as formidable contenders in the global market. The meticulous attention to detail throughout the manufacturing process ultimately results in products that clients can trust to perform flawlessly under pressure.
The Role of Chinese Safety Valves in Global Markets and Industry Standards
China has become a pivotal player in the global safety valve market, driven by its robust industrial growth and adherence to international standards. According to a report by MarketsandMarkets, the global safety valve market is projected to reach $7.8 billion by 2025, with Asia-Pacific leading the demand due to extensive industrialization and infrastructure investments.
 Chinese manufacturers, leveraging advanced technology, have been able to capture a significant share of this market, providing high-quality safety valves that meet both national and international compliance requirements.
Chinese manufacturers, leveraging advanced technology, have been able to capture a significant share of this market, providing high-quality safety valves that meet both national and international compliance requirements.
In particular, Chinese safety valves are renowned for their reliability and innovative designs, which are increasingly gaining recognition in various sectors such as oil and gas, chemical processing, and power generation. The National Standards of People's Republic of China (GB) have been harmonized with international standards, ensuring that products from Chinese manufacturers not only fulfill local market needs but also meet stringent global industry certifications.
This alignment has led to a surge in export opportunities, with reports indicating that China's safety valve exports have grown consistently, contributing significantly to the country’s trade balance.
Case Studies: Successful Implementations of Chinese Safety Valves Worldwide
In recent years, Chinese manufacturers have emerged as leaders in the global safety valve market, driven by robust research and development and adherence to international standards. According to a report by MarketsandMarkets, the global safety valves market is projected to grow from USD 3.28 billion in 2020 to USD 4.57 billion by 2025, with a significant share attributed to innovative Chinese manufacturers.
These companies are not only meeting demand but are setting benchmarks through successful implementations across various industries worldwide.
Case studies reveal the successful deployment of Chinese safety valves in critical sectors such as oil and gas, chemicals, and water treatment. For instance, a major oil company in the Middle East recently upgraded its safety systems with valves manufactured in China, resulting in a 25% increase in operational efficiency and a remarkable reduction in maintenance costs. Similarly, in Europe, a chemical plant incorporated Chinese safety valves, which led to improved safety performance and compliance with stringent regulations, showcasing the reliability and excellence of Chinese engineering.
These examples underscore the growing trust in Chinese safety valves as a pivotal component in enhancing industrial safety and efficiency globally.